
FPC நெகிழ்வான சர்க்யூட் போர்டு வளைந்திருக்கும் போது, மையக் கோட்டின் இருபுறமும் உள்ள அழுத்த வகைகள் வேறுபட்டவை.
வளைந்த மேற்பரப்பின் உள்ளேயும் வெளியேயும் செயல்படும் வெவ்வேறு சக்திகள் இதற்குக் காரணம்.
வளைந்த மேற்பரப்பின் உள் பக்கத்தில், FPC அழுத்த அழுத்தத்திற்கு உட்பட்டது. ஏனென்றால், பொருள் உள்நோக்கி வளைக்கும்போது சுருக்கப்பட்டு அழுத்தப்படுகிறது. இந்த சுருக்கமானது FPC க்குள் உள்ள அடுக்குகளை சுருக்கி, கூறுகளின் சிதைவை அல்லது விரிசலை ஏற்படுத்தும்.
வளைந்த மேற்பரப்பின் வெளிப்புறத்தில், FPC இழுவிசை அழுத்தத்திற்கு உட்பட்டது. ஏனென்றால், பொருள் வெளிப்புறமாக வளைந்தால் நீட்டிக்கப்படுகிறது. வெளிப்புற பரப்புகளில் உள்ள செப்பு தடயங்கள் மற்றும் கடத்தும் கூறுகள் சுற்றுகளின் ஒருமைப்பாட்டை சமரசம் செய்யக்கூடிய பதற்றத்திற்கு உட்படுத்தப்படலாம். வளைக்கும் போது FPC இல் ஏற்படும் அழுத்தத்தை போக்க, சரியான பொருட்கள் மற்றும் புனையமைப்பு நுட்பங்களைப் பயன்படுத்தி ஃப்ளெக்ஸ் சர்க்யூட்டை வடிவமைப்பது முக்கியம். பொருத்தமான நெகிழ்வுத்தன்மை, பொருத்தமான தடிமன் மற்றும் FPC இன் குறைந்தபட்ச வளைவு ஆரம் ஆகியவற்றைக் கருத்தில் கொண்டு பொருட்களைப் பயன்படுத்துவது இதில் அடங்கும். போதுமான வலுவூட்டல் அல்லது ஆதரவு கட்டமைப்புகள் சுற்று முழுவதும் மன அழுத்தத்தை இன்னும் சமமாக விநியோகிக்க செயல்படுத்தப்படலாம்.
மன அழுத்தத்தின் வகைகளைப் புரிந்துகொள்வதன் மூலமும், சரியான வடிவமைப்பைக் கருத்தில் கொள்வதன் மூலமும், FPC நெகிழ்வான சர்க்யூட் போர்டுகளின் நம்பகத்தன்மை மற்றும் ஆயுள் ஆகியவற்றை வளைந்திருக்கும்போது அல்லது வளைக்கும்போது மேம்படுத்தலாம்.
FPC நெகிழ்வான சர்க்யூட் பலகைகள் வளைந்திருக்கும்போது அல்லது வளைந்திருக்கும்போது அவற்றின் நம்பகத்தன்மை மற்றும் நீடித்துழைப்பை மேம்படுத்த உதவும் சில குறிப்பிட்ட வடிவமைப்புக் கருத்தாய்வுகள் பின்வருமாறு:
பொருள் தேர்வு:சரியான பொருளைத் தேர்ந்தெடுப்பது முக்கியம். நல்ல நெகிழ்வுத்தன்மை மற்றும் இயந்திர வலிமை கொண்ட ஒரு நெகிழ்வான அடி மூலக்கூறு பயன்படுத்தப்பட வேண்டும். நெகிழ்வான பாலிமைடு (PI) அதன் சிறந்த வெப்ப நிலைத்தன்மை மற்றும் நெகிழ்வுத்தன்மை காரணமாக ஒரு பொதுவான தேர்வாகும்.
சர்க்யூட் தளவமைப்பு:வளைக்கும் போது அழுத்தச் செறிவுகளைக் குறைக்கும் வகையில் கடத்தும் தடயங்கள் மற்றும் கூறுகள் வைக்கப்பட்டு வழியமைக்கப்படுவதை உறுதிசெய்ய சரியான சுற்று அமைப்பு முக்கியமானது. கூர்மையான மூலைகளுக்குப் பதிலாக வட்டமான மூலைகளைப் பயன்படுத்த பரிந்துரைக்கப்படுகிறது.
வலுவூட்டல் மற்றும் ஆதரவு கட்டமைப்புகள்:முக்கியமான வளைக்கும் பகுதிகளில் வலுவூட்டல் அல்லது ஆதரவு கட்டமைப்புகளைச் சேர்ப்பது மன அழுத்தத்தை இன்னும் சமமாக விநியோகிக்கவும் சேதம் அல்லது சிதைவைத் தடுக்கவும் உதவும். ஒட்டுமொத்த இயந்திர ஒருமைப்பாட்டை மேம்படுத்த குறிப்பிட்ட பகுதிகளுக்கு வலுவூட்டல் அடுக்குகள் அல்லது விலா எலும்புகள் பயன்படுத்தப்படலாம்.
வளைக்கும் ஆரம்:வடிவமைப்பு கட்டத்தில் குறைந்தபட்ச வளைக்கும் ஆரங்கள் வரையறுக்கப்பட்டு பரிசீலிக்கப்பட வேண்டும். குறைந்தபட்ச வளைவு ஆரத்தை மீறுவது அதிகப்படியான அழுத்த செறிவு மற்றும் தோல்விக்கு வழிவகுக்கும்.
பாதுகாப்பு மற்றும் இணைத்தல்:கன்ஃபார்மல் பூச்சுகள் அல்லது அடைப்புப் பொருட்கள் போன்ற பாதுகாப்பு கூடுதல் இயந்திர வலிமையை வழங்குவதோடு ஈரப்பதம், தூசி மற்றும் இரசாயனங்கள் போன்ற சுற்றுச்சூழல் கூறுகளிலிருந்து சுற்றுகளைப் பாதுகாக்கும்.
சோதனை மற்றும் சரிபார்ப்பு:இயந்திர வளைவு மற்றும் நெகிழ்வு சோதனைகள் உட்பட விரிவான சோதனை மற்றும் சரிபார்ப்பை நடத்துவது, நிஜ உலக நிலைமைகளின் கீழ் FPC நெகிழ்வான சர்க்யூட் போர்டுகளின் நம்பகத்தன்மை மற்றும் ஆயுள் ஆகியவற்றை மதிப்பிட உதவும்.
வளைந்த மேற்பரப்பின் உட்புறம் அழுத்தம், மற்றும் வெளிப்புறம் இழுவிசை. அழுத்தத்தின் அளவு FPC நெகிழ்வான சர்க்யூட் போர்டின் தடிமன் மற்றும் வளைக்கும் ஆரம் ஆகியவற்றுடன் தொடர்புடையது. அதிகப்படியான மன அழுத்தம் FPC நெகிழ்வான சர்க்யூட் போர்டு லேமினேஷன், காப்பர் ஃபாயில் எலும்பு முறிவு மற்றும் பலவற்றை உருவாக்கும். எனவே, FPC நெகிழ்வான சர்க்யூட் போர்டின் லேமினேஷன் அமைப்பு வடிவமைப்பில் நியாயமான முறையில் அமைக்கப்பட்டிருக்க வேண்டும், அதனால் வளைந்த மேற்பரப்பின் மையக் கோட்டின் இரு முனைகளும் முடிந்தவரை சமச்சீராக இருக்க வேண்டும். அதே நேரத்தில், குறைந்தபட்ச வளைக்கும் ஆரம் வெவ்வேறு பயன்பாட்டு சூழ்நிலைகளுக்கு ஏற்ப கணக்கிடப்பட வேண்டும்.
நிலைமை 1. ஒரு பக்க FPC நெகிழ்வான சர்க்யூட் போர்டின் குறைந்தபட்ச வளைவு பின்வரும் படத்தில் காட்டப்பட்டுள்ளது:
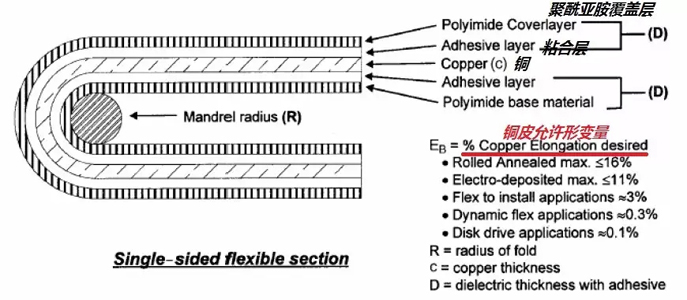
அதன் குறைந்தபட்ச வளைக்கும் ஆரம் பின்வரும் சூத்திரத்தால் கணக்கிடப்படலாம்: R= (c/2) [(100-Eb) /Eb]-D
R= இன் குறைந்தபட்ச வளைக்கும் ஆரம், c= செப்புத் தோலின் தடிமன் (அலகு மீ), D= மூடும் படத்தின் தடிமன் (m), EB= செப்புத் தோலின் அனுமதிக்கப்பட்ட சிதைவு (சதவீதத்தால் அளவிடப்படுகிறது).
செப்பு தோலின் சிதைவு பல்வேறு வகையான தாமிரத்துடன் மாறுபடும்.
A மற்றும் அழுத்தப்பட்ட தாமிரத்தின் அதிகபட்ச சிதைவு 16% க்கும் குறைவாக உள்ளது.
B மற்றும் மின்னாற்பகுப்பு தாமிரத்தின் அதிகபட்ச சிதைவு 11% க்கும் குறைவாக உள்ளது.
மேலும், ஒரே பொருளின் செப்பு உள்ளடக்கம் வெவ்வேறு பயன்பாட்டு சந்தர்ப்பங்களில் வேறுபட்டது. ஒரு முறை வளைக்கும் சந்தர்ப்பத்தில், எலும்பு முறிவின் முக்கியமான நிலையின் வரம்பு மதிப்பு பயன்படுத்தப்படுகிறது (மதிப்பு 16%). வளைக்கும் நிறுவல் வடிவமைப்பிற்கு, IPC-MF-150 ஆல் குறிப்பிடப்பட்ட குறைந்தபட்ச சிதைவு மதிப்பைப் பயன்படுத்தவும் (உருட்டப்பட்ட தாமிரத்திற்கு, மதிப்பு 10% ஆகும்). மாறும் நெகிழ்வான பயன்பாடுகளுக்கு, செப்பு தோலின் சிதைவு 0.3% ஆகும். காந்த தலையின் பயன்பாட்டிற்கு, செப்பு தோலின் சிதைவு 0.1% ஆகும். செப்பு தோலின் அனுமதிக்கக்கூடிய சிதைவை அமைப்பதன் மூலம், வளைவின் குறைந்தபட்ச ஆரம் கணக்கிட முடியும்.
டைனமிக் நெகிழ்வுத்தன்மை: இந்த செப்பு தோல் பயன்பாட்டின் காட்சி சிதைவு மூலம் உணரப்படுகிறது. எடுத்துக்காட்டாக, ஐசி கார்டில் உள்ள பாஸ்பர் புல்லட் என்பது ஐசி கார்டைச் செருகிய பிறகு சிப்பில் செருகப்பட்ட ஐசி கார்டின் ஒரு பகுதியாகும். செருகும் செயல்பாட்டில், ஷெல் தொடர்ந்து சிதைக்கப்படுகிறது. இந்த பயன்பாட்டு காட்சி நெகிழ்வானது மற்றும் மாறும்.
ஒற்றை-பக்க நெகிழ்வான PCB இன் குறைந்தபட்ச வளைக்கும் ஆரம், பயன்படுத்தப்படும் பொருள், பலகையின் தடிமன் மற்றும் பயன்பாட்டின் குறிப்பிட்ட தேவைகள் உட்பட பல காரணிகளைப் பொறுத்தது. பொதுவாக, ஃப்ளெக்ஸ் சர்க்யூட் போர்டின் வளைக்கக்கூடிய ஆரம் பலகையின் தடிமனை விட 10 மடங்கு அதிகமாக இருக்கும். எடுத்துக்காட்டாக, பலகையின் தடிமன் 0.1 மிமீ என்றால், குறைந்தபட்ச வளைக்கும் ஆரம் சுமார் 1 மிமீ ஆகும். குறைந்தபட்ச வளைவு ஆரத்திற்குக் கீழே பலகையை வளைப்பதால் அழுத்தச் செறிவுகள், கடத்தும் தடயங்களில் சிரமம் மற்றும் பலகையில் விரிசல் அல்லது சிதைவு ஏற்படலாம் என்பதை கவனத்தில் கொள்ள வேண்டும். சுற்றுவட்டத்தின் மின் மற்றும் இயந்திர ஒருமைப்பாட்டைப் பராமரிக்க, பரிந்துரைக்கப்பட்ட வளைவு ஆரங்களைக் கடைப்பிடிப்பது மிகவும் முக்கியமானது. குறிப்பிட்ட வளைக்கும் ஆரம் வழிகாட்டுதல்களுக்கு நெகிழ்வான பலகையின் உற்பத்தியாளர் அல்லது சப்ளையரைக் கலந்தாலோசிக்கவும் மற்றும் வடிவமைப்பு மற்றும் பயன்பாட்டுத் தேவைகள் பூர்த்தி செய்யப்படுவதை உறுதி செய்யவும் பரிந்துரைக்கப்படுகிறது. கூடுதலாக, இயந்திர சோதனை மற்றும் சரிபார்த்தல் ஆகியவை அதன் செயல்பாடு மற்றும் நம்பகத்தன்மையை சமரசம் செய்யாமல் ஒரு பலகை தாங்கக்கூடிய அதிகபட்ச அழுத்தத்தை தீர்மானிக்க உதவும்.
சூழ்நிலை 2, FPC நெகிழ்வான சர்க்யூட் போர்டின் இரட்டை பக்க பலகை பின்வருமாறு:
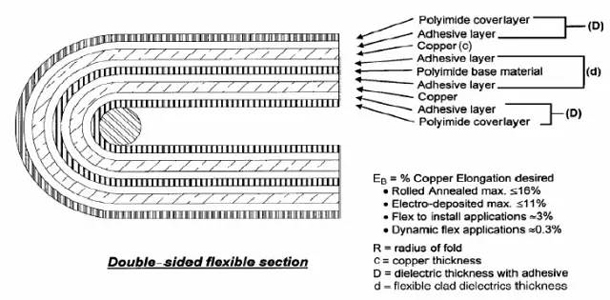
அவற்றில்: R= குறைந்தபட்ச வளைக்கும் ஆரம், அலகு m, c= செப்பு தோல் தடிமன், அலகு m, D= கவரேஜ் படத் தடிமன், அலகு மிமீ, EB= செப்பு தோல் சிதைவு, சதவீதத்தால் அளவிடப்படுகிறது.
EB இன் மதிப்பு மேலே உள்ளதைப் போன்றது.
D= இன்டர்லேயர் நடுத்தர தடிமன், அலகு M
இரட்டை பக்க FPC (Flexible Printed Circuit) நெகிழ்வான சர்க்யூட் போர்டின் குறைந்தபட்ச வளைக்கும் ஆரம் பொதுவாக ஒற்றை பக்க பேனலை விட அதிகமாக இருக்கும். ஏனென்றால், இரட்டை பக்க பேனல்கள் இருபுறமும் கடத்தும் தடயங்களைக் கொண்டுள்ளன, அவை வளைக்கும் போது மன அழுத்தம் மற்றும் திரிபுக்கு மிகவும் எளிதில் பாதிக்கப்படுகின்றன. இரட்டை பக்க FPC ஃப்ளெக்ஸ் pcb போர்டின் குறைந்தபட்ச வளைக்கும் ஆரம் பொதுவாக பலகையின் தடிமனை விட 20 மடங்கு அதிகமாக இருக்கும். முந்தைய உதாரணத்தைப் பயன்படுத்தி, தட்டு 0.1 மிமீ தடிமனாக இருந்தால், குறைந்தபட்ச வளைவு ஆரம் சுமார் 2 மிமீ ஆகும். இரட்டை பக்க FPC pcb போர்டுகளை வளைப்பதற்கு உற்பத்தியாளரின் வழிகாட்டுதல்கள் மற்றும் விவரக்குறிப்புகளைப் பின்பற்றுவது மிகவும் முக்கியம். பரிந்துரைக்கப்பட்ட வளைவு ஆரத்தை மீறுவது கடத்தும் தடயங்களை சேதப்படுத்தலாம், அடுக்கு நீக்கத்தை ஏற்படுத்தலாம் அல்லது சுற்று செயல்பாடு மற்றும் நம்பகத்தன்மையை பாதிக்கும் பிற சிக்கல்களை ஏற்படுத்தலாம். குறிப்பிட்ட வளைவு ஆரம் வழிகாட்டுதல்களுக்கு உற்பத்தியாளர் அல்லது சப்ளையரைக் கலந்தாலோசிக்க பரிந்துரைக்கப்படுகிறது, மேலும் போர்டு அதன் செயல்திறனை சமரசம் செய்யாமல் தேவையான வளைவுகளைத் தாங்கும் என்பதை உறுதிப்படுத்த இயந்திர சோதனை மற்றும் சரிபார்ப்பைச் செய்ய பரிந்துரைக்கப்படுகிறது.
இடுகை நேரம்: ஜூன்-12-2023
மீண்டும்




