
இரட்டை பக்க சர்க்யூட் போர்டுகளின் முன்மாதிரி பிசிபி உற்பத்தியாளர்

PCB செயல்முறை திறன்
| இல்லை | திட்டம் | தொழில்நுட்ப குறிகாட்டிகள் |
| 1 | அடுக்கு | 1 -60 (அடுக்கு) |
| 2 | அதிகபட்ச செயலாக்க பகுதி | 545 x 622 மிமீ |
| 3 | குறைந்தபட்ச தடிமன் | 4(அடுக்கு)0.40மிமீ |
| 6(அடுக்கு) 0.60மிமீ | ||
| 8(அடுக்கு) 0.8மிமீ | ||
| 10(அடுக்கு)1.0மிமீ | ||
| 4 | குறைந்தபட்ச வரி அகலம் | 0.0762மிமீ |
| 5 | குறைந்தபட்ச இடைவெளி | 0.0762மிமீ |
| 6 | குறைந்தபட்ச இயந்திர துளை | 0.15 மிமீ |
| 7 | துளை சுவர் செப்பு தடிமன் | 0.015மிமீ |
| 8 | உலோகமயமாக்கப்பட்ட துளை சகிப்புத்தன்மை | ± 0.05 மிமீ |
| 9 | உலோகமாக்கப்படாத துளை சகிப்புத்தன்மை | ± 0.025மிமீ |
| 10 | துளை சகிப்புத்தன்மை | ± 0.05 மிமீ |
| 11 | பரிமாண சகிப்புத்தன்மை | ±0.076மிமீ |
| 12 | குறைந்தபட்ச சாலிடர் பாலம் | 0.08மிமீ |
| 13 | காப்பு எதிர்ப்பு | 1E+12Ω (சாதாரண) |
| 14 | தட்டு தடிமன் விகிதம் | 1:10 |
| 15 | வெப்ப அதிர்ச்சி | 288 ℃ (10 வினாடிகளில் 4 முறை) |
| 16 | சிதைந்து வளைந்தது | ≤0.7% |
| 17 | மின்சார எதிர்ப்பு வலிமை | >1.3KV/mm |
| 18 | எதிர்ப்பு அகற்றும் வலிமை | 1.4N/mm |
| 19 | சாலிடர் கடினத்தன்மையை எதிர்க்கிறது | ≥6H |
| 20 | சுடர் தடுப்பு | 94V-0 |
| 21 | மின்மறுப்பு கட்டுப்பாடு | ±5% |
நாங்கள் எங்கள் தொழில்முறையுடன் 15 வருட அனுபவத்துடன் சர்க்யூட் போர்டுகளை முன்மாதிரி செய்கிறோம்
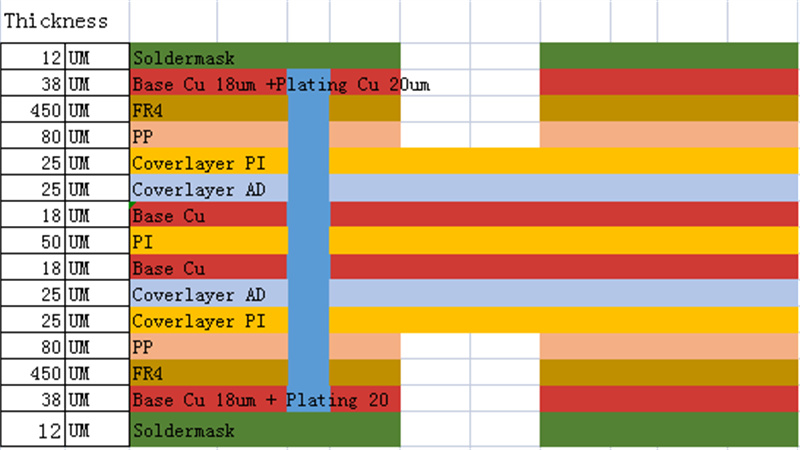
4 அடுக்கு ஃப்ளெக்ஸ்-ரிஜிட் போர்டுகள்
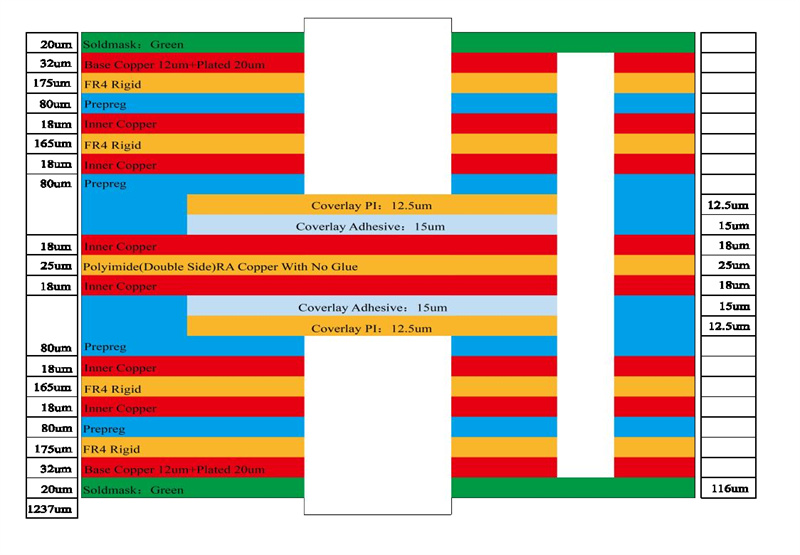
8 அடுக்கு ரிஜிட்-ஃப்ளெக்ஸ் பிசிபிகள்
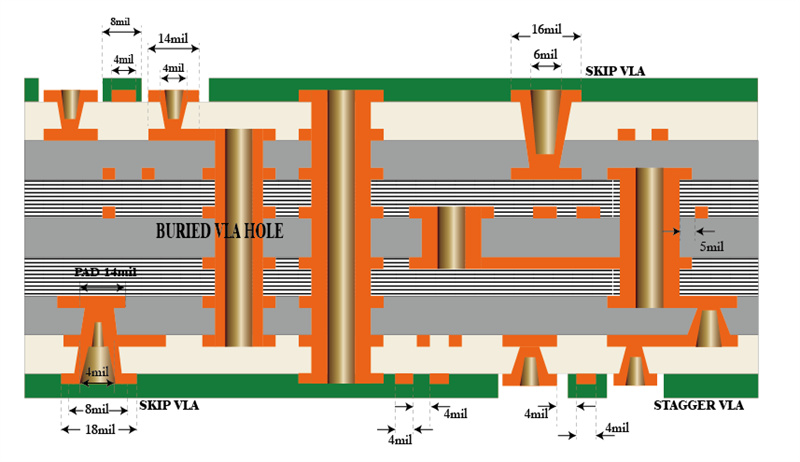
8 அடுக்கு HDI அச்சிடப்பட்ட சர்க்யூட் பலகைகள்
சோதனை மற்றும் ஆய்வு உபகரணங்கள்
நுண்ணோக்கி சோதனை
AOI ஆய்வு
2டி சோதனை

மின்மறுப்பு சோதனை
RoHS சோதனை

பறக்கும் ஆய்வு
கிடைமட்ட சோதனையாளர்
வளைக்கும் சோதனை
எங்கள் சர்க்யூட் போர்டுகளின் முன்மாதிரி சேவை
. விற்பனைக்கு முந்தைய மற்றும் விற்பனைக்குப் பின் தொழில்நுட்ப ஆதரவை வழங்குதல்;
. 40 அடுக்குகள் வரை தனிப்பயன், 1-2 நாட்கள் விரைவான திருப்ப நம்பகமான முன்மாதிரி, கூறு கொள்முதல், SMT அசெம்பிளி;
. மருத்துவ சாதனம், தொழில்துறை கட்டுப்பாடு, வாகனம், விமான போக்குவரத்து, நுகர்வோர் எலக்ட்ரானிக்ஸ், IOT, UAV, தகவல் தொடர்பு போன்ற இரண்டையும் வழங்குகிறது.
. எங்களின் பொறியாளர்கள் மற்றும் ஆராய்ச்சியாளர்களின் குழுக்கள் உங்கள் தேவைகளை துல்லியமாகவும், நிபுணத்துவத்துடனும் பூர்த்தி செய்ய அர்ப்பணிப்புடன் உள்ளன.




உயர்தர இரட்டை பக்க சர்க்யூட் போர்டுகளை எவ்வாறு தயாரிப்பது?
1. பலகையை வடிவமைக்கவும்: பலகை அமைப்பை உருவாக்க கணினி உதவி வடிவமைப்பு (CAD) மென்பொருளைப் பயன்படுத்தவும். சுவடு அகலம், இடைவெளி மற்றும் கூறுகளை அமைத்தல் உள்ளிட்ட அனைத்து மின் மற்றும் இயந்திரத் தேவைகளையும் வடிவமைப்பு பூர்த்தி செய்கிறது என்பதை உறுதிப்படுத்தவும். சமிக்ஞை ஒருமைப்பாடு, மின் விநியோகம் மற்றும் வெப்ப மேலாண்மை போன்ற காரணிகளைக் கவனியுங்கள்.
2. முன்மாதிரி மற்றும் சோதனை: வெகுஜன உற்பத்திக்கு முன், வடிவமைப்பு மற்றும் உற்பத்தி செயல்முறையை சரிபார்க்க ஒரு முன்மாதிரி பலகையை உருவாக்குவது மிகவும் முக்கியமானது. சாத்தியமான சிக்கல்கள் அல்லது மேம்பாடுகளை அடையாளம் காண செயல்பாடு, மின் செயல்திறன் மற்றும் இயந்திர இணக்கத்தன்மைக்கான முன்மாதிரிகளை முழுமையாகச் சோதிக்கவும்.
3. பொருள் தேர்வு: உங்கள் குறிப்பிட்ட போர்டு தேவைகளுக்கு ஏற்ற உயர்தர பொருளைத் தேர்வு செய்யவும். பொதுவான பொருள் தேர்வுகளில் அடி மூலக்கூறுக்கான FR-4 அல்லது உயர்-வெப்பநிலை FR-4, கடத்தும் தடயங்களுக்கான தாமிரம் மற்றும் கூறுகளைப் பாதுகாக்க சாலிடர் மாஸ்க் ஆகியவை அடங்கும்.
4. உள் அடுக்கை உருவாக்கவும்: பல படிகளை உள்ளடக்கிய பலகையின் உள் அடுக்கை முதலில் தயார் செய்யவும்:
அ. செப்புப் பூசப்பட்ட லேமினேட்டை சுத்தம் செய்து கடினப்படுத்தவும்.
பி. செப்பு மேற்பரப்பில் ஒரு மெல்லிய ஒளிச்சேர்க்கை உலர் படத்தைப் பயன்படுத்துங்கள்.
c. விரும்பிய சுற்று வடிவத்தைக் கொண்ட ஒரு புகைப்படக் கருவி மூலம் படம் புற ஊதா (UV) ஒளியில் வெளிப்படும்.
ஈ. படம் வெளிப்படாத பகுதிகளை அகற்றி, சுற்று வடிவத்தை விட்டு உருவாக்கப்பட்டது.
இ. தேவையான தடயங்கள் மற்றும் பட்டைகளை மட்டும் விட்டுவிட்டு அதிகப்படியான பொருட்களை அகற்ற வெளிப்படும் தாமிரத்தை பொறிக்கவும்.
F. வடிவமைப்பில் ஏதேனும் குறைபாடுகள் அல்லது விலகல்கள் உள்ளதா என உள் அடுக்கை ஆய்வு செய்யவும்.
5. லேமினேட்ஸ்: உள் அடுக்குகள் ஒரு பத்திரிகையில் ப்ரீப்ரெக் மூலம் கூடியிருக்கின்றன. அடுக்குகளை பிணைக்க மற்றும் ஒரு வலுவான குழு அமைக்க வெப்பம் மற்றும் அழுத்தம் பயன்படுத்தப்படுகிறது. உள் அடுக்குகள் ஒழுங்காக சீரமைக்கப்பட்டுள்ளதை உறுதிசெய்து, தவறான சீரமைப்பைத் தடுக்க பதிவுசெய்யவும்.
6. துளையிடுதல்: கூறுகளை ஏற்றுவதற்கும் ஒன்றோடொன்று இணைப்பதற்கும் துளைகளை துளைக்க துல்லியமான துளையிடும் இயந்திரத்தைப் பயன்படுத்தவும். குறிப்பிட்ட தேவைகளுக்கு ஏற்ப வெவ்வேறு அளவிலான துரப்பண பிட்கள் பயன்படுத்தப்படுகின்றன. துளை இடம் மற்றும் விட்டத்தின் துல்லியத்தை உறுதி செய்யவும்.
உயர்தர இரட்டை பக்க சர்க்யூட் போர்டுகளை எவ்வாறு தயாரிப்பது?
7. எலக்ட்ரோலெஸ் செப்பு முலாம்: வெளிப்படும் அனைத்து உட்புற மேற்பரப்புகளுக்கும் தாமிரத்தின் மெல்லிய அடுக்கைப் பயன்படுத்துங்கள். இந்த படியானது சரியான கடத்துத்திறனை உறுதி செய்கிறது மற்றும் அடுத்தடுத்த படிகளில் பூச்சு செயல்முறையை எளிதாக்குகிறது.
8. வெளிப்புற அடுக்கு இமேஜிங்: உள் அடுக்கு செயல்முறையைப் போலவே, ஒரு ஒளிச்சேர்க்கை உலர் படம் வெளிப்புற செப்பு அடுக்கில் பூசப்பட்டுள்ளது.
மேல் புகைப்படக் கருவி மூலம் புற ஊதா ஒளியில் அதை வெளிப்படுத்தவும் மற்றும் சுற்று வடிவத்தை வெளிப்படுத்த ஃபிலிமை உருவாக்கவும்.
9. வெளிப்புற அடுக்கு பொறித்தல்: வெளிப்புற அடுக்கில் உள்ள தேவையற்ற தாமிரத்தை பொறித்து, தேவையான தடயங்கள் மற்றும் பட்டைகளை விட்டு விடுங்கள்.
ஏதேனும் குறைபாடுகள் அல்லது விலகல்கள் உள்ளதா என வெளிப்புற அடுக்கைச் சரிபார்க்கவும்.
10. சாலிடர் மாஸ்க் மற்றும் லெஜண்ட் பிரிண்டிங்: பாகங்களை ஏற்றுவதற்குப் பகுதியை விட்டு வெளியேறும் போது செப்புத் தடங்கள் மற்றும் பட்டைகளைப் பாதுகாக்க சாலிடர் மாஸ்க் பொருளைப் பயன்படுத்துங்கள். கூறுகளின் இருப்பிடம், துருவமுனைப்பு மற்றும் பிற தகவல்களைக் குறிக்க, மேல் மற்றும் கீழ் அடுக்குகளில் புனைவுகள் மற்றும் குறிப்பான்களை அச்சிடவும்.
11. மேற்பரப்பு தயாரிப்பு: வெளிப்படும் செப்பு மேற்பரப்பை ஆக்சிஜனேற்றத்திலிருந்து பாதுகாக்கவும், சாலிடரபிள் மேற்பரப்பை வழங்கவும் மேற்பரப்பு தயாரிப்பு பயன்படுத்தப்படுகிறது. விருப்பங்களில் ஹாட் ஏர் லெவலிங் (HASL), எலக்ட்ரோலெஸ் நிக்கல் அமிர்ஷன் கோல்ட் (ENIG) அல்லது பிற மேம்பட்ட முடிவுகளும் அடங்கும்.
12. ரூட்டிங் மற்றும் ஃபார்மிங்: PCB பேனல்கள் ரூட்டிங் இயந்திரம் அல்லது வி-ஸ்க்ரைபிங் செயல்முறையைப் பயன்படுத்தி தனிப்பட்ட பலகைகளாக வெட்டப்படுகின்றன.
விளிம்புகள் சுத்தமாகவும், பரிமாணங்கள் சரியாகவும் இருப்பதை உறுதிப்படுத்தவும்.
13. மின் சோதனை: புனையப்பட்ட பலகைகளின் செயல்பாடு மற்றும் ஒருமைப்பாட்டை உறுதி செய்வதற்காக தொடர்ச்சியான சோதனை, எதிர்ப்பு அளவீடுகள் மற்றும் தனிமைப்படுத்தல் சோதனைகள் போன்ற மின் சோதனைகளைச் செய்யவும்.
14. தரக் கட்டுப்பாடு மற்றும் ஆய்வு: ஷார்ட்ஸ், ஓப்பன்கள், தவறான சீரமைப்புகள் அல்லது மேற்பரப்பு குறைபாடுகள் போன்ற ஏதேனும் உற்பத்தி குறைபாடுகள் உள்ளதா என முடிக்கப்பட்ட பலகைகள் முழுமையாக ஆய்வு செய்யப்படுகின்றன. குறியீடுகள் மற்றும் தரநிலைகளுக்கு இணங்குவதை உறுதிப்படுத்த தரக் கட்டுப்பாட்டு செயல்முறைகளை செயல்படுத்தவும்.
15. பேக்கிங் மற்றும் ஷிப்பிங்: தர ஆய்வுக்குப் பிறகு, ஷிப்பிங்கின் போது சேதம் ஏற்படாமல் இருக்க, அது பாதுகாப்பாக பேக் செய்யப்படுகிறது.
பலகைகளைத் துல்லியமாகக் கண்காணித்து அடையாளம் காண சரியான லேபிளிங் மற்றும் ஆவணங்களை உறுதிப்படுத்தவும்.







